Sanitary Grade Lobe Pump
Designed for hygienic and high-viscosity applications, the Sanitary Grade Lobe Pump provides gentle, reliable transfer of liquids, creams, and semi-solid products. Its stainless-steel construction, smooth flow performance, and easy-clean design make it suitable for food, beverage, pharmaceutical, and cosmetic industries.

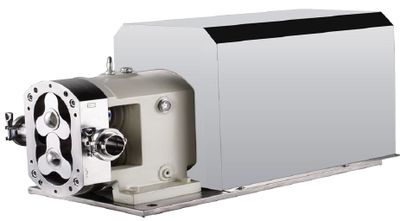
Industrial Grade Lobe Pump
Built for demanding industrial applications, the Industrial Grade Lobe Pump delivers reliable and efficient transfer of viscous, abrasive, and shear-sensitive fluids. Its robust construction, steady flow performance, and easy maintenance design make it suitable for chemical processing, wastewater treatment, manufacturing, and general fluid handling operations.

Tri-lobe rotors
Bi-wing (Butterfly) rotors
The rotor type most commonly employed is adept at pumping a diverse range of viscous liquid products, making it widely favored for its versatility in handling different substances.
Bi-wing (Butterfly) rotors
Bi-wing (Butterfly) rotors
It is employed for transferring liquid products containing small to medium-sized particles or those with high viscosity. This capability makes it an ideal choice for effectively transporting substances with varying degrees of particulate matter or thickness.
Single-wing rotors
Utilized for transferring liquid products containing large particles without causing harm to them. This equipment ensures the safe transfer of substances with significant particle sizes, preserving their integrity throughout the process.
Ulti-impeller rotors
Increasing the number of rotor impellers reduces capacity while enhancing stability. Pumps equipped
with this rotor configuration are suitable for dosing applications due to their precise delivery capabilities
and increased operational stability.